总 部:029-88325700
地 址:西安市高新(xīn)区高新路80号(hào)望庭(tíng)国际一单元901室
工(gōng) 厂:029-86085235
网址:www.hechuan.moniquepeyrehair.com
地(dì) 址:西安(ān)泾河工业园北区(qū)西金(jīn)路195号
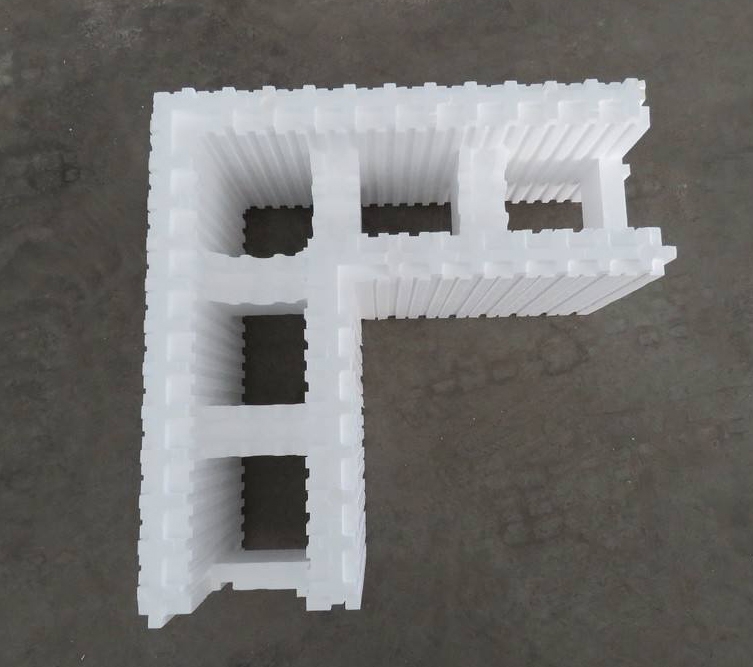
振动力(lì)场下的发(fā)泡过程实质上是机械能转换成(chéng)气(qì)泡成(chéng)核的界面能的过程。最(zuì)后,与传统的挤出发泡方法相比,电(diàn)磁动态发(fā)泡(pào)挤出(chū)成型技术,epp保温(wēn)箱不(bú)仅可以(yǐ)通过调节温(wēn)度、挤出速度(dù)控制挤出发泡(pào),而且还能(néng)通过调节振动(dòng)参数(频(pín)率振幅)来有效地控(kòng)制(zhì)挤出发泡过程(chéng),以(yǐ)获得(dé)不同泡孔形态的(de)PVC微孔塑料(liào)。
微孔泡沫塑(sù)料连(lián)续挤出成型的影响因素:
1)CO2含量对(duì)气(qì)泡(pào)成核的影响。微孔(kǒng)泡沫塑料在连续挤出成型过程(chéng)中,理(lǐ)论上成(chéng)核开始于口模中CO2含量(liàng)达到饱和的位置。研究表明,在快(kuài)速(sù)降压口模中,导管中的压力较(jiào)大且几乎不发生变化,CO2含量(liàng)达不到饱和状态,而毛细管(guǎn)中的压力在(zài)短(duǎn)时间内(nèi)迅速下(xià)降,足以让CO2含量(liàng)在(zài)PS=CO2均(jun1)相熔体中达到饱和,故成核开(kāi)始于毛细管中的(de)某(mǒu)个点。
箱")
注:口模总(zǒng)长度(dù)L1=60mm、毛细管长度L2=10mm;导管(guǎn)直径D1=8mm、毛细管(guǎn)直径D2=0.5mm。为不(bú)同CO2含量时口模中(zhōng)的(de)压力降(△P)和平均压力(lì)降速率(△P△)。
口(kǒu)模(mó)中的压力降和压力降速率(lǜ)随着(zhe)CO2含量的(de)升高而降泡沫塑料成型新技术低。是CO2含量分别为1%和5%(体积分数)时口模(mó)轴线上的压力分布和成核开始位置,其中30a点和b点(diǎn)分别是CO2含量为5%和1%(体积分数(shù))时气泡(pào)成(chéng)核开始的位置。
为(wéi)CO2含量分(fèn)别为1.0%、20%、3.0%、3.5%、4.5%、5.0%(体积分数)时口模中成核开始位置和气泡膨胀长度。epp保温箱气泡膨胀长度即为(wéi)气泡(pào)成核开始位置到毛细(xì)管口模(mó)出口位置的距离。