总 部:029-88325700
地 址:西安市(shì)高新区(qū)高新路(lù)80号望庭国际一单元901室(shì)
工 厂:029-86085235
网址:www.hechuan.moniquepeyrehair.com
地 址:西安(ān)泾(jīng)河(hé)工业园北区西金路195号(hào)
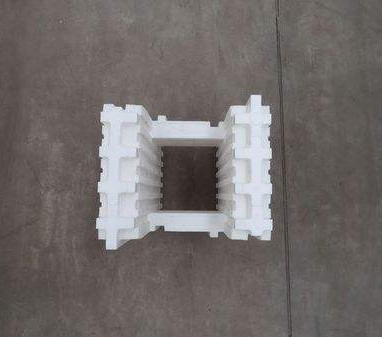
从间歇法的成型(xíng)过(guò)程可以看(kàn)出,epp保温箱主要优点(diǎn)如下:
1)成核(hé)速率(lǜ)高。由于epp保温箱是在固态下溶入气体得到气体一(yī)聚合物(wù)均相体系,再从(cóng)高压容器移到(dào)低压(yā)环境中,因此能(néng)在瞬间产生(shēng)极(jí)大的(de)过饱和度(dù),所以(yǐ)成(chéng)核速率非常高,这是其他方(fāng)法所无法比拟的。
2)泡(pào)孔易于(yú)控制。由(yóu)于在玻璃(lí)化温度附近聚合物(wù)的粘度高于熔体状态的(de)粘度(dù),气泡长大很慢(màn),故可以通过控制加热时间很方便地控制泡孔的大小。
3)易于制备(bèi)结构微孔泡沫塑料。加热发泡前,通过(guò)让(ràng)已充气的试样在低压下使表层气体扩散析(xī)出的方法,可以(yǐ)方便(biàn)地制备结构微孔泡沫塑料(liào)。epp保温箱间歇法的较(jiào)大(dà)的缺(quē)点是生产周期长、产量(liàng)低,因而限制了微孔塑料的(de)商业应用。但间歇法为微孔塑料发泡成型(xíng)的理论研究提供了一种(zhǒng)有用的方法(fǎ)。

连续挤出(chū)成型(xíng)法:设备微(wēi)孔泡沫塑料(liào)的连续挤出成型与传统的(de)泡沫塑料加工过程大不相同。典型的连(lián)续微孔泡沫塑(sù)料加工(gōng)过程是(shì):聚合(hé)物被加入到(dào)挤出机中,经过(guò)熔融、均(jun1)化(huà)后,气(qì)体通过机筒的注入口注入到(dào)聚合物熔(róng)体中(zhōng),在机筒内剪切混(hún)合场(chǎng)的作用下(xià)形成均(jun1)相的聚合(hé)物一气(qì)体体系,然后输送给发(fā)泡机头,进(jìn)行发泡和成型、定型,即获得微(wēi)孔结构产(chǎn)品。
微孔(kǒng)泡沫塑(sù)料连续挤出成型挤出设备的混料(liào)部分,epp保温箱通(tōng)常是在一般的(de)挤出机上进行改(gǎi)动而来,而要使所得(dé)产品具有微(wēi)孔结构,则需在机头后(hòu)面连续快速压(yā)降成(chéng)核(hé)装置。目前采(cǎi)用的(de)成核(hé)装置有两种:快速释(shì)压喷嘴和齿轮泵。